
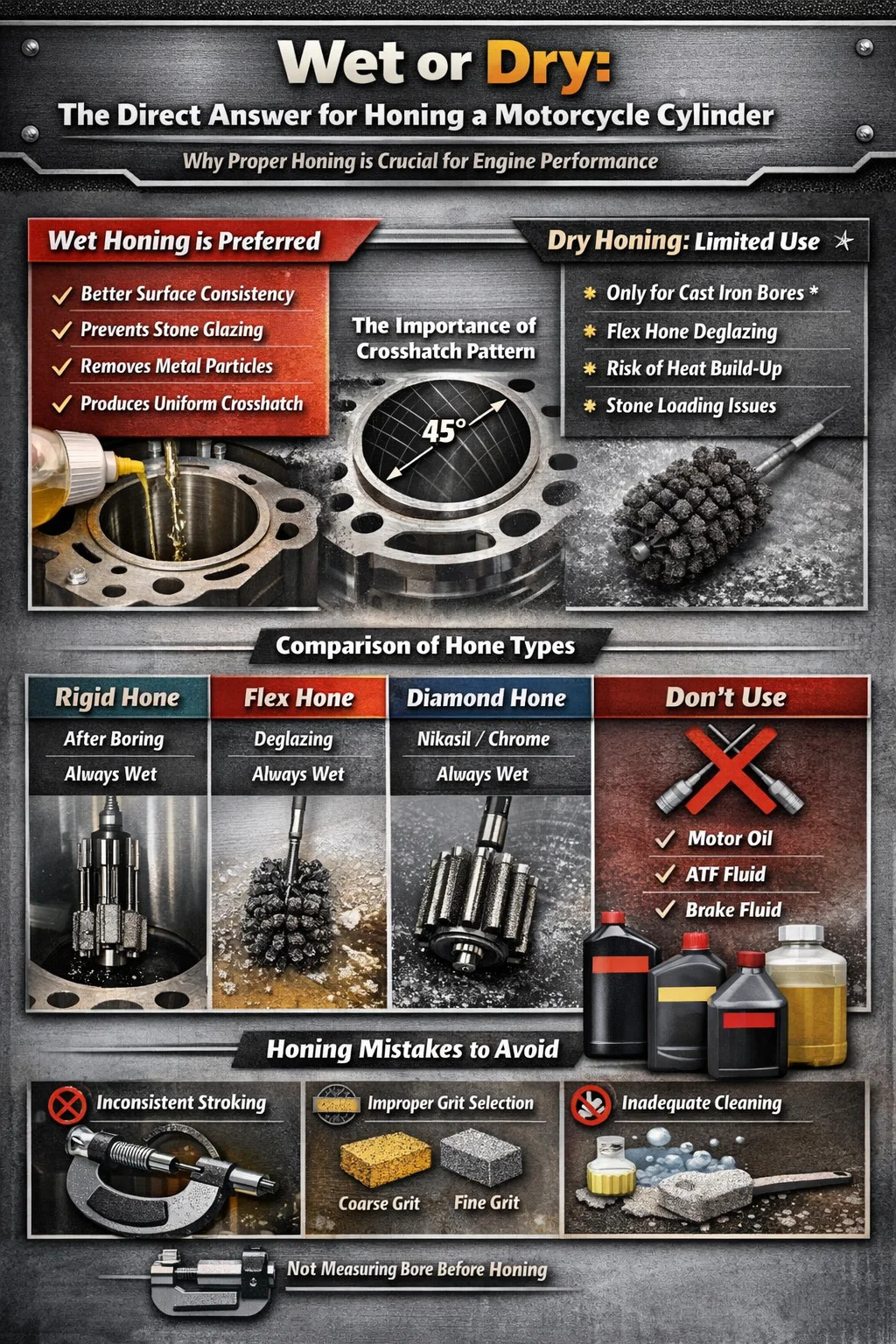
Mokré nebo suché: Přímá odpověď pro honování motocyklového válce
Při honování a motocyklový válec , Mokré honování je doporučenou metodou ve většině situací . Použití honovacího oleje nebo lubrikantu na bázi lehkého petroleje během procesu odstraňuje kovové částice, udržuje broušení čisté, zabraňuje glazování na brusných kamenech a vytváří konzistentnější vzor šrafování na stěně otvoru. Suché honování se používá pouze ve velmi specifických situacích – typicky s určitými flexibilními kartáčovými honováním na litinových otvorech – a i tehdy zkušení strojníci často preferují alespoň lehkou mlhu maziva.
Tato odpověď je důležitá, protože její nesprávné nastavení přímo ovlivňuje, jak dobře sedí vaše pístní kroužky. Špatná práce na válci motocyklu vede ke spotřebě oleje, špatné kompresi, předčasnému opotřebení kroužků a motoru, který nikdy neběží tak, jak by měl. Ať už přestavujete jednoválcový trailový motocykl o objemu 250 ccm nebo dvouválec do V, pochopení procesu honování do detailu je nesmlouvavé.
Co vlastně dělá honování s válcem motocyklu
Honování je proces abrazivního obrábění, který zušlechťuje vnitřní povrch vrtání válce. Slouží ke dvěma hlavním účelům: opravě drobných geometrických nedokonalostí zanechaných vrtáním a vytvoření specifické povrchové textury – křížového šrafování – která zadržuje motorový olej a umožňuje pístním kroužkům správně dosedat na stěnu vrtání.
Když je válec motocyklu vyvrtán, aby přijal nadměrně velké písty, nebo když je použitý válec repasován, na povrchu vývrtu zůstane relativně hrubý povrch od vyvrtávací tyče. Honování zjemňuje tento povrch až na přesný průměr drsnosti (Ra), typicky měřený v mikropalcích nebo mikrometrech. Většina výrobců motocyklových válců specifikuje konečnou hodnotu vrtání Ra mezi 15 a 30 mikropalci (přibližně 0,38 až 0,76 mikrometru) pro konvenční litinové nebo chromované vývrty, i když Nikasil a keramické kompozitní vložky mají přísnější specifikace.
Úhel šrafování je stejně důležitý. 45stupňová křížová šrafa – což znamená, že se rýhy protínají zhruba pod úhlem 45 stupňů na každé straně – je průmyslovým standardem pro většinu čtyřdobých motocyklových motorů. Tento úhel vytváří mikrokanálky, které rovnoměrně rozdělují olej přes vrtání, zatímco kroužky klouzají nahoru a dolů, utěsňují spaliny a zároveň zabraňují nadměrnému pronikání oleje do spalovací komory.
Podmínky povrchové textury, které potřebujete znát
- Ra (průměrná drsnost): Průměrná odchylka povrchu od dokonale rovné čáry, měřená v mikropalcích nebo mikrometrech. Toto je nejčastěji uváděná specifikace.
- Rz (střední hloubka drsnosti): Průměr pěti nejvyšších vrcholů a pěti nejhlubších údolí na měřené délce. Relevantnější pro chování kruhového sezení.
- Rk (hloubka drsnosti jádra): Používá se ve specifikacích plató honování — tato hodnota ovlivňuje zadržování oleje bez zvýšení opotřebení kroužku.
- Úhel křížového šrafování: Úhel, pod kterým broušené kameny zanechávají stopy na stěně vrtu. Příliš mělké zpomaluje usazení prstence; příliš strmé způsobuje nadměrnou spotřebu oleje.
Proč mokré honování předčí honování za sucha u motocyklových válců
Chemie a fyzika za mokrým honováním vysvětlují, proč má mazání tak významný rozdíl. Když abrazivní kameny řežou kov bez mazání, rychle se spojí několik problémů.
Nahromadění tepla ničí konzistenci povrchu
Suché honování vytváří teplo třením. Dokonce i při středních rychlostech vrtání – typicky 300 až 500 ot./min pro vrtání válce motocyklu – může suché honování zvýšit povrchovou teplotu vrtání natolik, že způsobí nekonzistentní otěr. Kov se při zahřívání roztahuje, což znamená, že průměr otvoru, který měříte mezi zdvihy, není stejný, na jaký se otvor vrací při pokojové teplotě. To je problematické zejména u hliníkových válců, které mají vyšší koeficient tepelné roztažnosti (přibližně 23 × 10⁻⁶/°C) ve srovnání s litinou (přibližně 11 × 10⁻⁶/°C). Zvýšení teploty o 50 °F (28 °C) v hliníkovém otvoru může způsobit změny rozměrů o 0,001 až 0,002 palce — dost na to, aby zničilo těsné specifikace vůle mezi pístem a stěnou.
Nakládání kovových částic ucpává Hone
Jak hon obrousí vrtání válce, uvolňují se drobné kovové částice. Bez mazání, které by tyto částice odneslo, se zabudovávají do brusných kamenů – proces zvaný zatížení. Zatížený brousek již neřeže čistě; místo toho leští povrch, rozmazává kov přes otvor spíše než ho řeže. To vytváří povrch, který vypadá hladce, ale má špatné vlastnosti zadržování oleje. Když se pístní kroužky dostanou do kontaktu s leštěným otvorem, nemohou se správně zalomit, protože zde nejsou žádné mikroprohlubně, které by zadržovaly olej během počáteční fáze záběhu s vysokým třením.
Mokré honování vytváří jednotnější šrafování
Honovací olej slouží jako chladicí kapalina i jako řezná kapalina. Snižuje tření mezi kameny a otvorem, což umožňuje brusivě řezat konzistentně po celou dobu zdvihu. Výsledkem je rovnoměrnější úhel šrafování a konzistentnější hodnota Ra od shora dolů v otvoru. Studie porovnávající výsledky honování za mokra a za sucha konzistentně ukazují, že otvory broušené za mokra dosahují užších tolerancí Ra s odchylkami ±2 až ±3 mikropalců ve srovnání s ±6 až ±10 mikropalců pro otvory broušené za sucha za stejných podmínek.
Když je suché honování přijatelné
Existují úzké situace, kdy se používá nebo toleruje suché honování. Flex-hone (kuličkové broušení nebo broušení „štětcem na láhve“) používané na litinovém otvoru pro rychlou operaci odleštění – nikoli pro podstatné odstranění materiálu – lze někdy použít za sucha nebo s minimálním mazáním. Díky měkčí povaze litiny a flexibilnímu, samostředícímu designu broušení kartáčů je poněkud shovívavější. Nicméně, i v tomto scénáři většina profesionálních konstruktérů motorů aplikuje před spuštěním flex-hone alespoň lehký sprej WD-40, petrolej nebo speciální honovací olej. protože výsledky jsou s mazáním měřitelně lepší než bez něj.
Typy honů používaných na motocyklových válcích
Ne všechny honovací nástroje jsou stejné a typ honování, který používáte, mění jak vaši techniku, tak vaše požadavky na mazání. Válce pro motocykly se dodávají v široké škále průměrů vrtání – od přibližně 38 mm u malých dvoudobých motorů až po více než 100 mm u dvouválců do V s velkým objemem – a honovací nástroj musí odpovídat velikosti vrtání a dané práci.
Pevné honovací kameny (pružinové honování)
Jedná se o nejběžněji používaný typ v dílnách na výrobu motorů pro automobily a motocykly. Pevný hon se skládá ze dvou nebo tří brusných kamenů namontovaných na pružinových ramenech, které tlačí na stěnu vrtu pod kontrolovaným tlakem. Kameny jsou k dispozici v různých zrnitostech – obvykle v rozmezí od 80 do 400 zrnitosti. Hrubší zrnitost (80–120) se používá při odebírání materiálu po vyvrtávání, zatímco jemnější zrnitost (220–400) se používá pro konečnou úpravu a výrobu konečného šrafovaného vzoru.
Pevné honování vyžaduje pevnou vrtačku nebo honovací stroj, který udržuje stálé otáčky a rychlost zdvihu. U motocyklových válců většina techniků používá elektrickou vrtačku s rychlostí přibližně 300–450 otáček za minutu v kombinaci s rychlostí zdvihu, která vytváří 45stupňové křížové značky. Vzorec je jednoduchý: rychlost zdvihu (palce za minutu) = otáčky za minutu × obvod vrtání × tan (úhel šrafování/2) . Pro 90mm vrtání při 400 otáčkách za minutu se zaměřením na 45stupňové šrafování to vychází zhruba na 45–55 zdvihů za minutu.
Flex-Hone (Ball Hone nebo Brush Hone)
Flex-hone je ohebná násada s abrazivními kuličkami připevněnými v intervalech. Je samostředící a přirozeně kopíruje vývrt, takže je shovívavý pro kutily, kteří nemají pevný honovací přípravek. Flex-hony vynikají při odhlazování – odstranění glazovaného, tvrzeného povrchu z použitého vrtání válce – a jsou účinné pro vytvoření plochého honovaného povrchu na otvorech, které jsou již rozměrově v rámci specifikací.
Dostupné zrnitosti pro ohebné broušení se pohybují od 60 do 800. Pro většinu prací na odhlazování válců motocyklů je vhodný flex-hon zrnitosti 240 nebo 320. Flex-hony by měly být vždy používány mokré — výrobce Brush Research Manufacturing (výrobci značky Flex-Hone) ve své produktové dokumentaci výslovně uvádí, že při používání by měl být vždy aplikován honovací olej nebo WD-40.
Diamond Hones
Diamantové honovací nástroje používají průmyslové diamantové brusivo místo běžných kamenů z oxidu hlinitého nebo karbidu křemíku. Používají se především na povlaky s tvrdým otvorem, jako je Nikasil (karbid niklu a křemíku), keramické kompozity a chromové otvory, které by rychle zničily běžné brusné kameny. Diamantové honování se téměř výhradně používá za mokra a více zde záleží na výběru maziva – oleje na ropné bázi mohou špatně reagovat s některými pojivy diamantových honů, proto jsou často preferovány vodou rozpustné řezné kapaliny.
Porovnání typů honování pro motocyklové válce
| Typ Hone | Nejlepší případ použití | Požadováno mazání | Úroveň dovedností | Odstraňování materiálu |
|---|---|---|---|---|
| Pevné (odpružené) | Po nudném, úplném znovuobnovení | Vždy mokré | Středně pokročilý – Pokročilý | Střední až Vysoká |
| Flex-Hone (Ball Hone) | Deglazování, povrchová úprava plató | Vždy mokré | Začátečník – Středně pokročilý | Nízká |
| Diamond Hone | Nikasil, chrom, tvrdé povlaky | Vždy mokré (water-soluble preferred) | Pokročilé | Nízká to Moderate |
| Plateau Hone (CBN) | Výkonové úpravy, závodní motory | Vždy mokré | Pokročilé | Velmi nízká (pouze dokončovací práce) |
Výběr správného honovacího maziva pro práci na válci motocyklu
Ne každé mazivo funguje stejně dobře pro honování. Nesprávný olej může kontaminovat vývrt, rychleji degradovat brusné kameny nebo narušovat činnost řezání. Zde je praktický rozpis toho, co funguje a čemu se vyhnout.
Speciální honovací olej
Produkty jako Sunnen Honing Oil, Goodson Honing Oil a podobné účelově formulované produkty jsou zlatým standardem. Tyto oleje jsou speciálně navrženy tak, aby poskytovaly správnou viskozitu, vlastnosti řezné kapaliny a mazivost pro abrazivní obrábění. Vyplavují kovové částice z řezné zóny, snižují zatížení kameny a nezanechávají nečistoty, které narušují následné kroky montáže motoru. Pokud děláte seriózní práci na válci motocyklu – ať už na dvoudobém 125cc nebo 1200cc cruiseru – speciální honovací olej je tou správnou volbou.
Petrolej nebo minerální lihoviny
Petrolej (parafínový olej) je nejběžněji používanou polní náhražkou specializovaného honovacího oleje a funguje poměrně dobře. Jeho nízká viskozita mu umožňuje proniknout do řezné zóny a účinně odvádět kovové částice. Mnoho profesionálních strojníků používá petrolej po desetiletí s trvale dobrými výsledky. Podobně fungují minerální lihoviny. Ani jeden není tak účinný jako účelový honovací olej, ale pro kutila, který jednou za pár let honuje jeden válec motocyklu, je rozdíl v kvalitě finálního vývrtu marginální.
WD-40
WD-40 je široce používán jako honovací mazivo pro aplikace flex-hone (kuličkové honování). Je lehký, dobře proniká a je snadno dostupný. Je to přijatelná možnost pro odsklení. WD-40 však není řezná kapalina – je to především mazivo vytlačující vodu a inhibitor lehké koroze. Pro těžší úběr materiálu s pevnými honovacími nástroji neposkytuje dostatečné mazání, aby se zabránilo zatížení kamínky, a jeho lehký film nemusí dostatečně chladit řeznou zónu.
Co nepoužívat
- Motorový olej: Příliš viskózní a zanechává zbytky, které kontaminují povrch vývrtu a potenciálně narušují usazení kroužku.
- Převodová kapalina (ATF): Obsahuje modifikátory tření a přísady, které mohou ucpat brusné kameny a zanechávat povrchové nečistoty.
- Brzdová kapalina: Hygroskopický a chemicky agresivní – poškodí pryžové součásti v okolí a může napadnout hliník, pokud nebude zcela odstraněn.
- Samotná voda: Téměř okamžitě po honování způsobuje bleskovou rez na litinových otvorech a ničí čerstvě připravený povrch.
- Řezný olej (tmavý sířený): Sloučeniny síry v tmavých řezných olejích mohou reagovat se slitinami mědi používanými v některých motorových ložiscích a zanechávat skvrny na hliníkových otvorech.
Jak vybrousit motorový válec: Proces krok za krokem
Správné honování motocyklového válce vyžaduje pozornost k detailu, správné nástroje a trpělivost. Tento proces předpokládá, že provádíte odhlazování nebo lehké renovace na hliníkovém nebo litinovém válcovém vývrtu, který je v rámci rozměrových specifikací – nikoli kompletní vývrt, který vyžaduje strojní vybavení.
Potřebné nástroje a materiály
- Ohebný hon (kuličkový hon) o správném průměru – obvykle o 1–2 mm větší než průměr otvoru pro správné napnutí pružiny
- Elektrická vrtačka s proměnnými otáčkami schopná udržovat 300–500 ot./min
- Honovací olej, petrolej nebo WD-40
- Vyčistěte hadry, které nepouštějí vlákna
- Horká mýdlová voda a vrtací kartáč pro následné čištění
- Vrtání mikrometr nebo číselník vrtoměr
- Lupa nebo vrtací dalekohled (volitelné, ale doporučené)
- Čistý montážní olej (pro ochranu otvoru po honování)
Krok 1: Změřte vrtání před honováním
Než se hon dotknete válce, změřte průměr otvoru na několika místech — alespoň ve třech hloubkách (v blízkosti horní, střední a spodní části zóny pohybu prstence) a ve dvou kolmých osách v každé hloubce. To identifikuje jakékoli zkosení nebo nekulatost. Pokud je vrtání více než 0,002 palce (0,05 mm) od zaoblení nebo zúžení, odglazování pomocí flex-hone nestačí – válec potřebuje nejprve vyvrtat.
Krok 2: Zajistěte válec
Upevněte válec bezpečně do svěráku pomocí měkkých čelistí nebo jej upněte na pracovní plochu. Válec se během honování nesmí pohybovat – jakékoli kývání nebo posun mění dráhu broušení a vytváří nerovnoměrnou geometrii vrtání. U malých jednoválcových motocyklových motorů lze obvykle celou válcovou nádobu umístit přímo do polstrovaného svěráku. U větších víceválcových motorů může být nutné namontovat jednotlivé válce na upevňovací desku.
Krok 3: Aplikujte honovací olej liberálně
Naneste velkou vrstvu honovacího oleje na flex-hone i na stěnu otvoru. Nebuďte lakomí – chcete, aby byl otvor dostatečně vlhký, abyste na povrchu viděli lesknoucí se olej. Udržujte další olej poblíž, abyste mohli během procesu honování nanést více oleje. Spuštění suchého honování i na několik tahů může zatížit brusné kuličky a trvale snížit účinnost broušení.
Krok 4: Nastavte rychlost vrtání a začněte hladit
Vložte flex-hon do otvoru a nastavte vrták na přibližně 300–450 ot./min. Začněte brousit vrtáním nahoru a dolů tak, aby se vytvořily viditelné šrafování. Běžně citovaným vodítkem je použití rychlosti zdvihu, která způsobí, že hon projede celou délku otvoru (plus přibližně 1/4 délky broušení za každý konec) jedním plynulým pohybem každých 1 až 1,5 sekundy.
U typického motocyklového válce o průměru 100 mm s zónou zdvihu prstence 90 mm obvykle stačí 30–60 sekund aktivního honování k odleštění povrchu a vytvoření nového šrafování. Nehonujte příliš – nadměrné honování odstraňuje příliš mnoho materiálu a otevírá mezery nad rámec specifikace.
Krok 5: Zastavte, vytáhněte a zkontrolujte
Po 30 sekundách honování zastavte vrtačku, dokud je hon stále ve vývrtu (nikdy nevyjímejte rotující hon – kuličky se mohou zachytit o hranu vývrtu a poškodit ji), poté zastavený hon vytáhněte. Vrt otřete hadříkem nepouštějícím vlákna a zkontrolujte povrch za dobrého osvětlení. Měli byste vidět jednotný vzor šrafování pokrývající celou délku otvoru bez zbývajících lesklých glazovaných ploch. Pokud zůstanou glazovaná místa, naneste čerstvý olej a pokračujte v honování.
Krok 6: Důkladně vyčistěte vývrt
Tento krok je místem, kde mnoho výrobců motorů vlastními rukama dělá svou nejdražší chybu. Honování zanechává abrazivní částice a kovové úlomky v mikroprohlubních povrchu vývrtu. Pokud tyto nečistoty nejsou zcela odstraněny, působí během prvních hodin provozu motoru jako zapuštěná brusná směs na pístních kroužcích a stěně vrtání. , což způsobuje zrychlené opotřebení, které trvale poškozuje vrtání a kroužky.
Správná metoda čištění je horká mýdlová voda s vrtacím kartáčem, nikoli rozpouštědlo. Rozpouštědla jako čistič brzd nebo minerální líh jsou dobré při rozpouštění oleje, ale fyzicky neuvolňují abrazivní částice z mikroprohlubní povrchu vrtání. Horká voda s mýdlem na nádobí (klasické doporučení výrobce motoru Johna Erba a později popularizované konstruktérem motoru Johnem Calliesem) vytváří drhnoucí účinek, který fyzicky zvedá a odnáší abrazivní částice. Důkladně vydrhněte otvor, důkladně opláchněte čistou horkou vodou, poté ihned osušte a naneste vrstvu čistého montážního oleje, abyste zabránili bleskové korozi (obzvláště důležité u litiny).
Krok 7: Konečné měření
Po vyčištění a před montáží otvor znovu změřte, abyste si ověřili, že je stále v rámci specifikací. Lehké odleštění pomocí flex-hone obvykle odstraní méně než 0,0005 palce (0,013 mm) materiálu – zanedbatelné z hlediska rozměrových změn. Pokud vaše měření ukazují větší úběr, než jste očekávali, znovu zkontrolujte svou techniku a zdokonalte výběr zrna.
Materiály motocyklových válců a jejich vliv na honovací přístup
Materiál vložky válce zásadně mění způsob, jakým přistupujete k honování. Různé materiály vyžadují různá brusiva, různé zrnitosti, různá maziva a různé cílové povrchové úpravy.
Litinové vložky
Tradiční litinové vložky válců – nalezené v mnoha starších japonských čtyřtaktech, britských motocyklech a amerických dvojčatech do V – jsou nejhojnější k vypilování. Litina obsahuje ve své mikrostruktuře volný grafit, který působí jako zabudované mazivo. Dobře se brousí s kameny z oxidu hlinitého a snadno reaguje na ohebné broušení. Cílové hodnoty Ra pro litinové vrtání motocyklů jsou obvykle 20–35 mikropalců s konvenčními kroužky nebo 15–25 mikropalců pro kroužky s moly. Litina rychle rezaví – během několika minut po dokončení čištění naneste na vrtání olej.
Hliníkové válce (bez vložky)
Některé válce motocyklu — zvláště v malých dvoudobých motorech a jistých moderních čtyřtaktech — jsou holé hliníkové nudné patrony bez oddělené vložky. Ty vyžadují broušení z karbidu křemíku nebo oxidu hlinitého a pečlivou pozornost k hromadění tepla. Měkčí hliníkový materiál se odstraňuje rychleji než železo a volnější krystalická struktura znamená, že můžete nechtěně rychle otevřít vůle, pokud používáte příliš agresivní zrno nebo broušení příliš dlouho. Mokré honování je zde ještě kritičtější – rozdíl teplotní roztažnosti mezi hliníkem a ocelovým honovacím tělem znamená, že suché honování vytváří větší rozměrovou variabilitu u hliníku než u železa.
Nikasil a keramické kompozitní vývrty
Nikasil (nikl-karbid křemíku) je galvanicky pokovený tvrdý povlak používaný ve vývrtech mnoha vysoce výkonných a moderních motocyklových motorů – včetně BMW Boxerů, motorů na bázi Rotax a mnoha japonských sportovních motocyklů. Keramické kompozitní povlaky jako SCEM (Suzuki Composite Electrochemical Material) a NSS (Kawasaki) fungují podobně. Tyto povlaky jsou extrémně tvrdé – obvykle 800–1000 na Vickersově stupnici tvrdosti – a nelze je honovat běžnými brusivy na bázi oxidu hlinitého nebo karbidu křemíku. . Tyto povrchy mohou účinně řezat pouze diamantové nebo CBN (kubický nitrid boru) brusiva.
Honování vývrtů Nikasil je specializovaná práce. Cílové Ra je těsnější než litina – obvykle 10–20 mikropalců – a diamantový hon musí být používán za mokra s vodou rozpustnou řeznou kapalinou. Ještě důležitější je, že vývrty Nikasil, které byly poškozeny palivem kontaminovaným etanolem (etanol způsobuje postupné rozpouštění Nikasilu v průběhu času), nelze zachránit honováním — válec je nutné vyměnit nebo vyměnit. To byl významný problém na trzích, kde jsou běžné směsi etanolu E10 nebo vyšší, což se týká zejména starších motocyklů BMW řady R z poloviny 90. let.
Vývrty s chromovou vložkou
Tvrdé chromování se běžně používalo u dvoudobých motocyklových válců – a stále se používá v některých vysoce výkonných a závodních dvoutaktních aplikacích – protože tvrdost chromu a nízký koeficient tření jsou ideální pro prostředí dvoudobého motoru s otevřeným otvorem. Chromované otvory vyžadují diamantové brusivo pro honování a specifikace povrchové úpravy jsou přísné. Stejně jako Nikasil se i chromové práce obvykle zasílají specialistovi.
Rozdíly v honování dvoudobých a čtyřtaktních motocyklových válců
Zásadní rozdíly mezi konstrukcemi dvoudobých a čtyřdobých motorů vytvářejí různé požadavky na honování, které často matou mechaniky pracující napříč oběma typy.
Dvoudobé válce
U dvoudobého motocyklového motoru pístové otvory otevírají a zavírají sací a výfukové kanály pohybem kolem nich ve vrtání. To znamená, že povrch otvoru je přerušen otvory portů — hon musí tyto otvory protínat při každém zdvihu. Okraje těchto otvorů mohou zachytit broušené kameny a způsobit nerovnoměrné řezání nebo poškodit hon.
Dvoudobé válce obvykle používají chromované nebo Nikasil otvory spíše než litinu, protože porty by vytvářely napětí v měkčím materiálu vložky. Honování dvoudobých válců s otvory portů vyžaduje krátké, kontrolované zdvihy a pečlivou pozornost na vstupní a výstupní body broušení. Mnoho techniků používá srážecí nástroj k lehkému odjehlování hran otvoru před honováním, aby se snížilo riziko zachycení broušených kamenů.
Konfigurace pístního kroužku se také liší: dvoudobé písty obvykle používají jeden tlustý prstenec (někdy dva) s polohovacím kolíkem, aby se zabránilo rotaci prstence a zachycení v portu. Rozhraní mezi prstencem a vývrtem u dvoutaktu se liší od čtyřtaktu a požadovaný úhel křížového šrafování se může lišit – někteří specialisté na dva takty preferují mělčí úhel křížového šrafování 30–35 stupňů spíše než 45stupňový standard pro čtyřtakty.
Čtyřtaktní válce
Čtyřdobé motocyklové válce jsou konvenčnější — nepřerušovaný povrch vývrtu odshora dolů, s ventily ovládanými spíše hlavou než otvory ve vývrtu. Díky tomu jsou čtyřtaktní válce jednodušší na broušení a konvenční tuhé honování a flex-honování lze volně používat bez obav o hrany portů.
Konfigurace kroužku u čtyřtaktů – typicky horní kompresní kroužek, druhý kompresní kroužek a kroužek pro kontrolu oleje – vyžaduje, aby povrch otvoru podporoval zadržování oleje pro olejový kroužek a zároveň u kompresních kroužků bylo zachováno těsné těsnění. 45stupňové šrafování je optimalizováno pro tuto konfiguraci s více kroužky. Rozpěrná pružina olejového kroužku přidržuje dvojité kolejnice proti otvoru značnou silou a příčný šraf poskytuje dostatečnou texturu pro zadržování oleje bez tak velké drsnosti, že se kolejnice olejového kroužku nemohou správně přizpůsobit.
Běžné chyby při honování, které ničí vývrty válců motocyklů
I zkušení mechanici dělají při honování motocyklových válců chyby, kterým se lze vyhnout. To jsou chyby, které se nejčastěji projevují jako problémy s usazením kroužků, spotřeba oleje nebo předčasné opotřebení po přestavbě.
Použití nesprávného zrna
Honování s hrubou zrnitostí (zrnitost 80 nebo 120) používané jako konečná úprava zanechává otvor, který je příliš hrubý. Proces usazení prstence bude trvat mnohem déle a v některých případech se vrcholy hrubého povrchu skutečně přehnou a vytvoří ve stěně otvoru zapuštěné abrazivní částice. Naopak jemnozrnný hon používaný na vývrt, který potřebuje agresivnější řezání, jen ztrácí čas a rychle se zatěžuje. Přizpůsobte zrnitost práci: hrubá pro úběr materiálu po vyvrtávání, jemná (240–320) pro konečné odleštění a šrafování na otvoru, který je již ve specifikaci.
Nekonzistentní rychlost tahu
Změna rychlosti zdvihu během honovacího průchodu změní úhel šrafování. Pokud pojedete rychleji nahoře a pomaleji dole, vytvoříte vývrt s nekonzistentními úhly šrafování shora dolů – těsnější nahoře, kde jste zpomalili, mělčí dole, kde jste zrychlili. To způsobuje nekonzistentní distribuci olejového filmu a nerovnoměrné usazení kroužků. Před aplikací broušení na vývrt si nacvičte konzistentní rytmus hlazení.
Not Extending the Hone Past the Bore Ends
Pokud hon během zdvihu nikdy nepřesahuje horní a spodní okraj otvoru, tyto oblasti dostávají menší abrazivní účinek než střed otvoru. Výsledkem je otvor, který je těsnější nahoře a dole (kde dochází k obrácení kroužku) než uprostřed – přesně opačně, než chcete. Při každém zdvihu nechte hon zasahovat přibližně o jednu čtvrtinu své délky za každý konec vrtání.
Nedostatečné čištění po honování
Jak bylo diskutováno v kroku čištění výše, použití rozpouštědla místo horké mýdlové vody zanechává abrazivní částice ve vývrtu. Následky jsou vážné. V jedné dobře zdokumentované případové studii stavby motoru motor přestavěný s otvory vyčištěnými rozpouštědlem (ale ne vodou vyčištěnými) ukázaly naměřené hodnoty opotřebení pístních kroužků 0,003 palce po 500 mílích – množství, které by normálně urazilo 50 000 mil ve správně vyčištěném otvoru. Zapuštěná drť působí jako lapovací směs a v době, kdy je opotřebení kroužku viditelné, se samotný vývrt často poškodí za další mez nadměrné velikosti.
Honování již příliš velkého vývrtu
Mechanici se někdy pokoušejí vybrousit vrtání, které je již na svém maximálním limitu nadměrné velikosti, v naději, že vyčistí nějaké rýhy nebo známky opotřebení. Pokud honování překročí specifikaci maximálního nadměrného rozměru, není k dispozici žádný píst nadměrné velikosti, který by jej správně napasoval. Před honováním vždy změřte a před odstraněním kovu se ujistěte, že zbývá dostatek materiálu pro další krok nadměrné velikosti.
Použití Flex-Hone, když je potřeba vyvrtávání
Flex-hone nemůže korigovat nekulaté nebo zkosené otvory – přizpůsobí se stávajícímu tvaru otvoru a rovnoměrně obrušuje všechny povrchy, takže pokud je otvor oválný, zůstane oválný. Nekulatost větší než 0,002 palce (0,05 mm) nebo kužel větší než 0,002 palce vyžadují vrtání, nikoli honování. Použití flex-hone na vrtání, které potřebuje vrtání, vám poskytne vrtání s čerstvými šrafovacími značkami, ale stále špatnou geometrií – a kroužky, které nikdy nemohou správně těsnit.
Vůle pístu ke stěně a proč na přesnosti honování záleží
Honování nakonec slouží k dosažení správné vůle mezi pístem a stěnou. Toto je mezera mezi pláštěm pístu a stěnou otvoru, měřená na přítlačné ploše pístu (kolmo k ose zápěstního čepu) ve spodní části pláště.
Typické specifikace vůle mezi pístem a stěnou pro motocyklové motory se výrazně liší podle použití:
| Typ motoru | Typický rozsah vůle | Poznámky |
|---|---|---|
| Pouliční čtyřtaktní, litinový vývrt | 0,001–0,002 palce (0,025–0,05 mm) | Standardní řada OEM specifikací |
| Pouliční čtyřtaktní, hliníkový vývrt | 0,002–0,003 palce (0,05–0,076 mm) | Vyšší tepelná roztažnost vyžaduje větší vůli |
| Výkonnostní/závodní čtyřtakt | 0,003–0,005 palce (0,076–0,127 mm) | Vyšší provozní teploty, kované písty se více roztahují |
| Dvoutaktní, chromovaný vývrt | 0,002–0,004 palce (0,05–0,10 mm) | Velmi se liší podle výtlaku |
Příliš těsná vůle způsobuje odírání pístu, jakmile motor dosáhne provozní teploty a píst se roztáhne, aby uzavřel zbývající mezeru. Příliš velká vůle umožňuje kývání pístu, zvyšuje profukování kroužku, vytváří mechanický hluk ("plácnutí pístu") a často vede k rychlému vrtání a opotřebení pístu. Proces honování musí být řízen dostatečně přesně, aby konečný průměr otvoru byl v rozmezí 0,0005 palce (0,013 mm) od cílového rozměru — tolerance, která vyžaduje pečlivé měření a omezený odběr materiálu.
Kdy honovat vs. kdy poslat motocyklový válec do strojírny
Ne každá situace válce vyžaduje stejnou reakci. Pochopení limitů toho, co můžete dělat doma a co vyžaduje profesionální obrábění, zabrání nákladným chybám.
Domácí honování je vhodné, když:
- Otvor je v rámci rozměrových specifikací (do 0,002 palce kruhového a rovného)
- Vývrt je po delším používání zasklený a kroužky již správně nesedí
- Nové pístní kroužky se instalují bez vrtání a vrtání potřebuje nový příčný šraf pro vloupání kroužku
- Lehká povrchová rez nebo drobné koroze je třeba vyčistit (ačkoli hluboké důlky vyžadují vyvrtání)
- Materiál vývrtu je litina nebo standardní hliník — ne Nikasil nebo chrom
Profesionální práce v dílně je vyžadována, když:
- Vývrt je více než 0,002 palce mimo kruhový nebo zúžený – je potřeba vyvrtání
- Válec má hluboké rýhy od zadření pístu – je nutné vyvrtání nebo výměna
- Materiál vývrtu je Nikasil, keramický kompozit nebo chrom – potřeba speciální diamantové nástroje
- Vůle pístu ke stěně musí být přesně nastavena, aby bylo možné přijmout příliš velké písty
- Dvoutaktní válec s poškozeným portem, který zasahuje do povrchu otvoru
- Jakákoli situace, kdy je vyžadována rozměrová přesnost lepší než ±0,001 palce
Sazby ve strojírenství za vrtání a honování válců motocyklů se obvykle pohybují od 40 do 120 USD za válec v závislosti na průměru vrtání, materiálu a regionu. Pro motorový válec, který potřebuje skutečnou geometrickou korekci, jsou to dobře vynaložené peníze – pokus o opravu pokřiveného nebo příliš velkého otvoru pomocí flex-hone za 20 $ z obchodu s autodíly povede pouze k válci, který stále potřebuje strojírnu, plus promarněný flex-hone.
Vloupání prstence po honování motocyklového válce
Správně nabroušený motocyklový válec je jen začátek. Proces zalamování kroužků – prvních několik hodin provozu po montáži – určuje, jak dobře kroužky odpovídají vrtání a jak dlouho si motor udrží dobrou kompresi a nízkou spotřebu oleje.
Během vloupání se vysoké body (vrcholy) křížového šrafování postupně opotřebovávají pod tlakem prstence, čímž se vytváří plošina, kde prstence jezdí na vrcholcích s plochým vrcholem s prohlubněmi zadržujícími olej mezi nimi. K tomuto efektu plochého honování dochází přirozeně během záběhu, ale vyžaduje, aby počáteční povrchová úprava byla správná — pokud je Ra příliš drsná, záběh trvá příliš dlouho a opotřebení kroužku je nadměrné; pokud je příliš hladký, kroužky nemohou vytvářet dostatečné tření, aby se správně přizpůsobily.
Break-In protokol pro motocyklové motory
- Nastartujte motor a nechte jej dosáhnout provozní teploty – obvykle 5 až 10 minut při změně plynu, vyhněte se trvalému volnoběhu.
- Vypněte motor a nechte jej zcela vychladnout na pokojovou teplotu. Tento tepelný cyklus pomáhá usadit kroužky tím, že umožňuje vrtání a pístu expandovat a smršťovat, čímž se vzájemně přizpůsobují povrchy.
- Opakujte proces tepelného cyklu dvakrát až třikrát před první jízdou.
- Během prvních 500 mil plynule měňte plyn a vyhněte se trvale vysokým otáčkám – zabráníte tak zasklení kroužků v částečně usazené poloze.
- Vyměňte motorový olej po 500 mil, abyste odstranili kovové částice produkované procesem usazení kroužků.
- Vyvarujte se brzdění plynem a udržujte vysoké otáčky až do dokončení první výměny oleje. Oba extrémy brání správnému usazení prstence.
Dobře vybroušený válec motocyklu se správně zalomenými kroužky bude vykazovat stabilní hodnoty komprese na 500–1000 mil a měl by si tyto hodnoty zachovat po celou dobu životnosti motoru. Pokud naměřené hodnoty komprese stále stoupají nebo se výrazně mění po ujetí 1 000 mil, je to známka toho, že proces honování nebo vloupání nebyl ideální.
 pro díly motoru Yamaha")

 motocyklový válec Yamaha z hliníkové slitiny odolný proti opotřebení")
 odolný válec motoru Yamaha")
 hliníkový vysoce výkonný válec motocyklového motoru Yamaha")
 Součásti motocyklů Yamaha z hliníkové slitiny")
 Díly válcových motorů motocyklů Yamaha")
 Vodou chlazený hliníkový válec motoru Yamaha")
